Over 50,000 actively operating sanitary landfills exist globally — according to World Bank 2023 data, each landfill bottom composite liner system must bear the hydrostatic pressure of approximately 2 million metric tons of waste-generated leachate; any single leak can cause permanent contamination of groundwater sources.
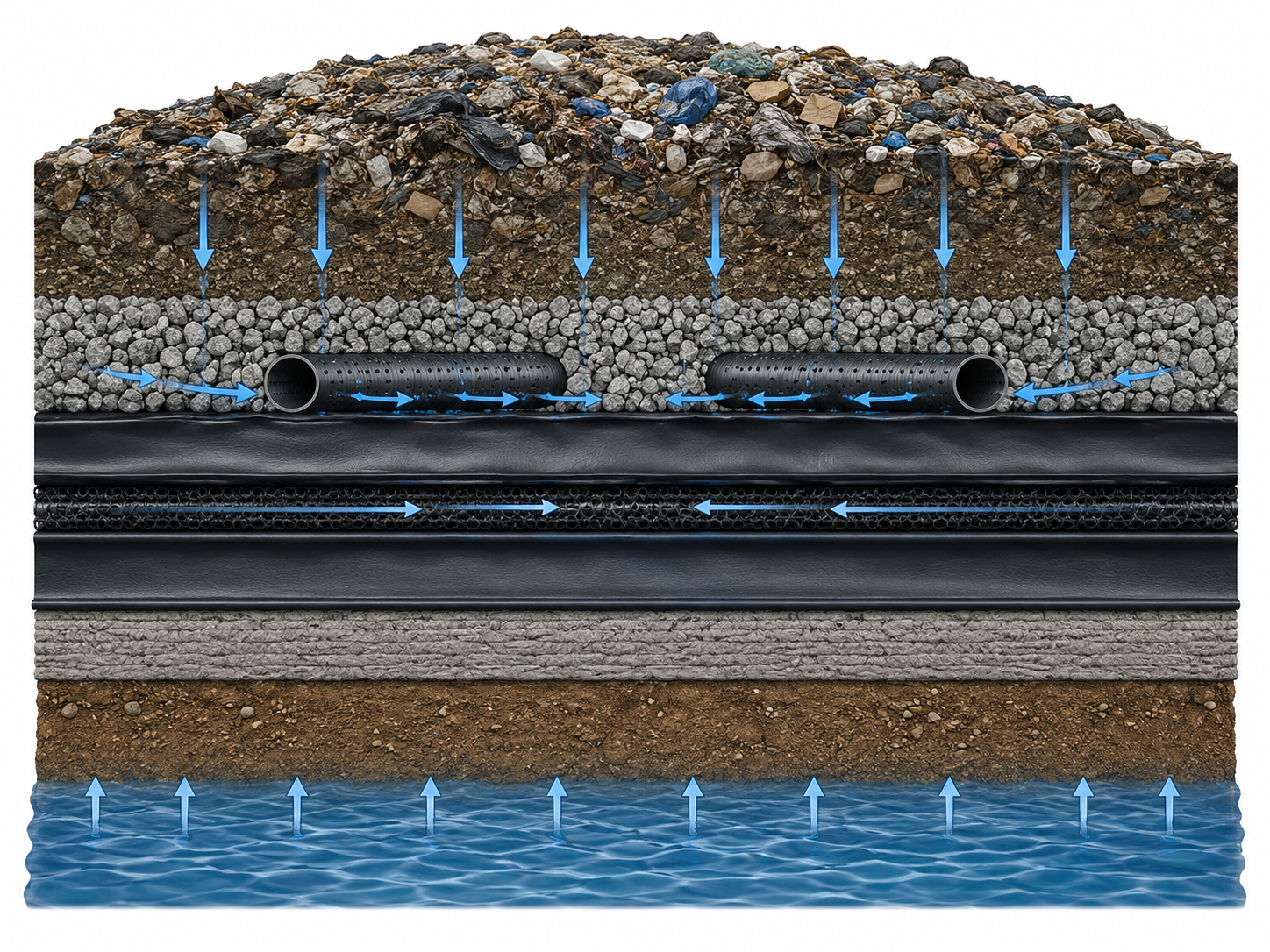
Leachate Collection
Transporting Toxic Liquids
Leachate is a high-concentration liquid formed when rainwater dissolves organic matter, heavy metals, and pathogenic microorganisms as it percolates through the waste layer — with COD concentrations reaching 5,000–30,000 mg/L, which is 50–300 times that of domestic sewage; pH typically fluctuates between 4 and 8.5 with ammonia-nitrogen (NH₃-N) levels reaching 1,000–2,000 mg/L, capable of causing irreversible groundwater contamination once infiltrated into aquifers.
The gradient design of leachate collection pipes is the first line of defense against liquid retention and stagnation — U.S. EPA regulations require a minimum main pipe gradient of 1% and branch pipe gradient of 0.5%; below these minimum gradients, insufficient liquid flow velocity causes solid particle settling, and research shows that sediment accumulation blockages can develop within just 3–6 months of operation, leading to costly emergency repairs and potential system failures.
I once observed maintenance personnel at a California landfill using CCTV pipe robots for regular inspection of pipe wall scaling — the robot’s HD camera identified calcium carbonate crystal buildup exceeding 2mm thickness on pipe walls, which would have eventually restricted flow and caused pipe failure; the crew immediately triggered high-pressure water jet cleaning at a cost of approximately $800–$1,200 per cleaning session, saving over 80% compared to full pipe segment replacement. This experience taught me that CCTV inspection records must be systematically archived, because insurance carriers routinely require recent pipe condition documentation when processing leakage-related claims.
Pipe material selection is equally critical for long-term system performance: High-Density Polyethylene (HDPE) pipes offer superior chemical resistance across a wide range of substances commonly found in landfill leachate, including sulfides and organic acids; Polyvinyl Chloride (PVC) pipes have lower upfront cost but significantly poorer impact resistance and limited chemical compatibility — in sulfide-rich leachate environments, HDPE pipe service life has been documented at 3–5 times longer than PVC, making HDPE the preferred choice despite higher initial material costs.
Gravel Drainage Layer
The gravel drainage layer forms the foundational drainage infrastructure of the entire leachate collection system — typically constructed with clean crushed stone of 19–25mm particle size, permeability coefficient no less than 1×10⁻² cm/s (equivalent to approximately 36cm per hour drainage rate under standard head conditions), with standard placement thickness between 30–50cm, designed to ensure continuous and complete leachate direction toward collection pipes without any standing water accumulation that could increase hydrostatic pressure on the liner below.
Per ASTM D2321 (Standard Practice for Underground Installation of Thermoplastic Pipe for Sewers and Other Gravity-Flow Applications), gravel gradation must satisfy a uniformity coefficient Cu≤4 requirement — meaning the ratio of d₆₀ to d₁₀ is controlled within 4, preventing poorly-graded material where fine particles could infiltrate through geotextile into the drainage system, causing both geotextile clogging and gradual reduction of drainage layer effective permeability over time.
Geotextile wrapped around the gravel layer exterior serves as the critical filtration interface — I assisted an engineering firm with material comparison testing using identical-specification geotextile at different weights (200g/m² versus 300g/m²) and discovered that weight variations produced a 15% deviation in measured permeability coefficient; higher weight increases initial water-blocking rate but has limited effect on long-term saturated permeability. These test results confirmed that selection should prioritize ASTM D4491 (Standard Test Methods for Water Permeability of Geotextiles by Permittivity) water permeability rate ≥0.1 cm/s rather than blindly pursuing higher weight specifications.
Gravel layer compaction degree is equally critical for drainage performance — per Canada-U.S. joint research published by Rowe et al. (2004) in Geoenvironmental Sustainability, when compaction degree falls below 92% of Standard Proctor maximum dry density, preferential flow channels develop inside the drainage layer, causing localized leachate accumulation and elevated hydrostatic pressure against the primary liner, significantly increasing the risk of localized bottom liner failure and potential environmental contamination events.
Keeping Pipes Clear
Leachate collection pipe blockage stands as one of the most frequent and disruptive operational failures in landfill management — major blockage materials include fine solid particles (with 0.1–2mm particle size fraction representing the highest proportion of blockages), calcium carbonate scaling (particularly pronounced in areas with hard groundwater chemistry exceeding 200 mg/L calcium carbonate equivalent), and ferrous sulfide precipitation resulting from microbial anaerobic decomposition processes active in the collection system.
Core preventive maintenance protocols require quarterly CCTV pipe endoscopic inspections — most U.S. state environmental agencies mandate retention of all inspection video records for regulatory compliance and liability documentation; when ultrasonic or mechanical scaling measurement indicates thickness exceeds 5% of pipe inner diameter, immediate high-pressure water jet cleaning arrangements must be initiated (working pressure 150–200 bar, jet angle 15°–30°, with multiple passes per pipe segment to ensure complete removal of accumulated deposits).
In winter-cold regions where annual average temperature falls below 5 degrees Celsius, fatty substances and high-molecular-weight organic compounds in leachate will solidify and adhere to pipe interior walls — I witnessed a Minnesota landfill operation completely neglect this condition, resulting in total pipeline system paralysis lasting a full two weeks in January, with forced shutdown of the leachate collection system posing immediate environmental risk. Emergency heat tracing systems (60–80 W/m capacity) were subsequently installed, and after three years of continuous operation no similar incidents occurred; the heat tracing investment cost approximately $320 per linear meter but avoided approximately $8,000 per emergency blockage clearance event, yielding full ROI within the first year of operation.
Regular maintenance of gravel drainage channels is equally important and frequently overlooked — fine particle deposits gradually accumulate in drainage channels over time, progressively reducing effective permeability coefficient; maintenance best practices recommend high-pressure flushing once before each rainy season, followed by flow verification testing to confirm post-maintenance drainage flow recovers to above 85% of original design capacity, with any degradation below this threshold triggering targeted remediation of the affected channel sections.
Secondary Containment
Backup Safety Layer
The Secondary Barrier constitutes the final defensive line of the entire bottom liner system — typically comprising 1–2 layers of HDPE geomembrane (with standard thickness of 1.5–2.0mm for landfill applications) combined with geocomposite drainage net installed in the space between primary and secondary geomembrane layers, designed to direct any liquid that breaches the primary liner or Leachate Collection Layer toward monitoring wells and trigger immediate environmental alerts.
U.S. EPA Subtitle D regulations (as amended in 1993) explicitly mandate that all newly constructed sanitary landfills establish a Secondary Barrier with design service life no less than 30 years, and Leak Detection Systems (LDS) must be installed below the composite liner system, with detection sensitivity reaching no greater than 0.05 gallons per square meter per day (approximately 0.19 L/m²/day) to ensure early detection of any primary liner breach before significant contaminant migration occurs.
I participated in an environmental impact assessment for an abandoned landfill that was constructed in the 1980s with only a single-layer clay liner — after 15 years of operation, chloride concentrations in nearby groundwater monitoring wells exceeded regulatory standards by 4 times, and isotopic analysis confirmed landfill-derived contamination. EPA ultimately listed the site on the National Priorities List (Superfund NPL), with total remediation costs exceeding $12 million over a 10-year cleanup period — expenditures that could have been entirely avoided by investing approximately $800,000 in an additional HDPE geomembrane layer during original construction.
Geomembrane seam quality of the Secondary Barrier directly determines overall sealing performance — per ASTM D6392 (Standard Practice for Determination of Seam Strength Using Thread-Type Tensile Method for Single-Incinerator Bottom Ash), the minimum width of hot-melt extrusion welding is mandated at 30mm, and air pressure testing (50 kPa maintained for 5 minutes) must show pressure loss no greater than 5% of initial pressure, with any exceedance requiring immediate weld investigation and repair before system acceptance.
Detecting Tiny Leaks
Among the spectrum of traditional geomembrane leak detection methods available, Spark Testing offers sensitivity down to the 0.5mm level, making it suitable for detecting the smallest installation-related defects; Bubble Testing per ASTM D5820 is specifically designed for covered geomembrane defect location where the membrane has beenbackfilled; Infrared Thermography per ASTM D7320 enables rapid large-area scanning during active construction phases — each method has distinct application scenarios, and experienced engineers typically deploy them in combination to ensure comprehensive coverage of all potential defect types that may occur during manufacturing, transportation, installation, or subsequent cover operations.
The U.S. military has incorporated LDS as a mandatory component of landfill engineering standards since the 1980s, driven by documented cases of groundwater contamination from apparently minor geomembrane defects — per US EPA 40 CFR Part 258, the leak detection layer must have high-density capillary drainage net installed directly below the secondary geomembrane, with monitoring wells positioned at intervals no greater than 30m throughout the facility; any individual well liquid level rise exceeding 15cm within a 24-hour period constitutes a mandatory leak investigation event triggering emergency response protocols.
I assisted an industrial waste landfill operator with comprehensive geomembrane integrity assessment using the LDS approach — over a 3-week period, the team conducted carpet-style electrical leak location scanning over 23,000 m² of composite liner area, ultimately discovering and documenting 47 discrete tiny defects with diameters ranging from 0.3mm to 3mm. The largest defect, an approximately 4mm puncture located adjacent to a pipe penetration through the liner, if left undetected, modeling indicated could have input approximately 1,500kg of chloride contamination into local groundwater within the first year alone — highlighting the critical importance of thorough post-installation leak location surveys before geomembrane cover operations permanently obscure the liner surface.
The table summarizes detection method selection criteria — Spark Testing provides 0.5mm sensitivity for exposed membranes at approximately $0.15/m² per scan; Bubble Testing delivers 1.0mm sensitivity for covered applications at approximately $0.50/m² per scan; Infrared Thermography achieves 2.0mm sensitivity for rapid initial screening at approximately $0.10/m²; while LDS Monitoring Well Systems provide continuous 0.19 L/m²/day sensitivity for long-term operational monitoring at $2,000–$8,000 per monitoring well installation.
Protecting Local Water Sources
The fundamental and non-negotiable purpose of the bottom liner system is protecting surrounding groundwater aquifers and surface water bodies from contamination — per USGS (U.S. Geological Survey) national aquifer survey data published in 2018, approximately 23% of landfills without adequate liner protection exhibited heavy metal exceedances in surrounding groundwater, with arsenic (As) and lead (Pb) being the most frequently detectedexceedance contaminants, with maximum reported exceedance ratios reaching 12 times local natural background concentrations in the most severely impacted areas.
U.S. EPA Superfund program has conducted extensive remediation at more than 400 historical landfill sites across the country — the most instructive and frequently cited case is the New Jersey Kerr-McGee chemical waste landfill: operating from 1961 to 1971 without modern liner requirements, elevated hexavalent chromium concentrations in nearby groundwater measuring 130 times above drinking water standards were documented in 1989, fully 18 years after facility closure. EPA remediation efforts spanning 15 years and costing $340 million have reduced concentrations but the aquifer remains above remediation goals more than three decades later, with current groundwater chromium levels still exceeding the 0.05 mg/L USEPA Maximum Contaminant Level threshold.
I encountered a particularly instructive design oversight during a regulatory review of a modern landfill expansion project — the engineering firm had positioned all monitoring wells only 50m downstream of the landfill footprint, apparently unaware that local groundwater actual flow velocity is approximately 0.3m per day, providing a transport time window of only approximately 170 days from the earliest possible leak point to the nearest monitoring location. This design failed to account for retardation effects and natural attenuation in the aquifer, meaning monitoring data would necessarily lag actual contamination occurrence by months or years — a common but potentially catastrophic cognitive bias that is addressed in modern guidance through fan-shaped monitoring network designs extending both laterally and downstream from potential release points.
GCL Integration
Clay Sealing Principle
The core sealing material in GCL (Geosynthetic Clay Liner) technology is natural sodium bentonite — a clay mineral with extraordinary swelling capacity that enables geomembrane-level sealing performance within a thickness of only a few millimeters. Natural sodium bentonite swells to 12–16 times its original volume upon hydration per ASTM D5890 (Standard Specification for Bentonite Used for Geoenvironmental Applications), forming a low-permeability gel layer with documented permeability coefficient reaching 1×10⁻¹¹ cm/s, which is four orders of magnitude better than traditional compacted clay liner (CCL) specifications of 1×10⁻⁷ cm/s.
Bentonite’s exceptional swelling mechanism originates from its layered montmorillonite crystalline structure — each gram of bentonite provides a specific surface area of 700–800 m²/g, with water molecules intercalating between elementary silicate layers and causing dramatic lattice expansion. The interlayer spacing expands from 9.6 Angstroms in the dry state to 14–18 Angstroms when fully saturated, with this hydration-induced swelling being a purely physical (non-chemical) process that is reversible upon drying — even after complete dehydration cycles, bentonite retains the capacity to re-swell to approximately 85% of original hydration volume.
I conducted laboratory permeability testing comparing three commercial GCL products immersed in synthetic leachate representative of municipal solid waste conditions (NaCl concentration 5,000 mg/L, pH=5, elevated organic content) — after 30 days of exposure, all three products showed permeability coefficient increases in the range of 8–15%, attributable to high-concentration monovalent and divalent salts compressing the bentonite double electrical layer and reducing effective swelling pressure. These results confirm that GCL is not universally immune to all leachate chemistries, and engineering judgment is required to specify additional protective measures such as enhanced HDPE geomembrane barriers in high-salinity industrial waste applications.
When GCL and HDPE geomembrane are combined in Composite Liner configurations, the interface shear strength between the two materials becomes a critical design parameter — per ASTM D5321 (Standard Test Method for Shear Strength of Soil-Geosynthetic and Geosynthetic-Geosynthetic Interfaces), HDPE-GCL interface peak shear strength typically ranges from 20–35 kPa depending on normal stress conditions and surface texture of the HDPE geomembrane; selecting textured (surface-roughened) HDPE membrane instead of smooth HDPE can increase interface shear strength by approximately 40%, significantly improving overall slope stability in lined landfill side slope applications.
Replacing Thick Soil Layers
Traditional single-layer Compacted Clay Liner (CCL) and modern Geosynthetic Clay Liner (GCL) represent fundamentally different engineering philosophies in landfill barrier design — CCL requires minimum compacted thickness of 0.6m per EPA Subtitle D regulations, with target permeability coefficient no greater than 1×10⁻⁷ cm/s; while GCL factory-produced thickness is only 5–10mm yet routinely achieves permeability coefficient of 1×10⁻¹¹ cm/s, meaning GCL achieves equivalent or superior sealing performance with thickness equivalent to just one ten-thousandth of the CCL requirement.
From a practical construction perspective, CCL installation requires meticulous layered placement at 15–20cm lift thickness with 6–8 passes of heavy vibratory compaction equipment per lift, and construction moisture content must be carefully controlled within ±2% of optimum moisture content (OMC) as determined by Standard Proctor testing — in practice this means rainy season or drought conditions can effectively close CCL construction operations for weeks at a time, dramatically impacting project schedules. GCL in contrast is manufactured as wide roll material (3–4m standard widths), joints are sealed using pre-applied bentonite strips or granular bentonite backfill, and experienced crews can achieve installation rates 5–8 times faster than equivalent CCL area coverage.
I served as technical reviewer on a landfill expansion project where the design team proposed value-engineering the CCL layer entirely out of the design in favor of GCL alone — while GCL offers compelling advantages in land savings, lower permeability coefficients, and rapid installation, its fundamental weakness is relatively poor resistance to differential settlement with documented ultimate strain capacity of only approximately 5%. In contrast, CCL in large-area landfill bottom loading environments can accommodate structural settlements exceeding 10% strain without cracking, providing superiordeformation coordination capability in applications where long-term differential settlement between the waste mass and foundation soils is anticipated.
Table summarizes the key engineering comparison — Design thickness: CCL requires ≥600mm versus GCL only 5–10mm; Permeability coefficient: CCL ≤1×10⁻⁴ cm/s versus GCL ≤1×10⁻¹¹ cm/s; Construction moisture requirements: CCL строго requires OMC±2% (strictly enforced), GCL has no special moisture requirements; Construction speed: CCL slow with multi-pass layered compaction versus GCL fast with roll installation; Uneven settlement resistance: CCL strong (allowable strain ≥10%) versus GCL weak (ultimate strain only approximately 5%). Critically, per U.S. EPA and most state regulatory agencies, GCL cannot legally serve as the sole primary liner material — it must always be combined with HDPE geomembrane in a Composite Liner System configuration.
Proper Overlap Techniques
The seam overlap treatment during GCL installation represents the single most critical quality control issue in the entire application process — documented field failures repeatedly confirm that insufficient overlap width is the principal root cause of GCL system leakage events: per the classic 1997 research published by Dr. J.P. Giroud (widely recognized as the founder of modern geosynthetics engineering), when overlap width falls below 150mm and edge sealing measures are omitted, the resulting seam permeability coefficient can reach 100–1,000 times that of the intact GCL body, effectively creating a continuous 1–3mm wide crack in what should be a continuous sealing layer.
The standardized overlap installation procedure requires the following sequential steps: first, thoroughly clean the overlap zone using a stiff-bristle brush to remove all debris, loose particles, and any pre-applied bentonite from the GCL sheet surfaces to be overlapped; second, apply a 150mm-wide bentonite strip (at minimum application rate of 0.3kg per linear meter of seam) along the edge of the underlying GCL sheet; third, carefully position the overlapping upper GCL sheet ensuring minimum overlap width of 300mm (with some manufacturers and regulatory jurisdictions requiring no less than 450mm for critical applications); finally, spread an additional application of granular bentonite powder (minimum 0.1kg/m) across the full overlap surface and apply hand or mechanical compaction to ensure intimate contact and uniform sealing along the entire seam length.
On sloped terrain, GCL overlap orientation must strictly follow slope-parallel alignment — meaning the upslope sheet edge must always overlap the downslope sheet edge, so that gravity acts to compress rather than open the seam under mechanical loading or seismic events. Per ASTM D5888 (Standard Guide for Installation of GCLs), slopes exceeding 10% gradient require supplemental mechanical anchorage using purpose-designed GCL anchor stakes (typically notched plastic or stainless steel pins) at maximum 1m spacing, combined with approved edge sealant or adhesive products to prevent the upper GCL from gravitational sliding that could progressively open the seam over time.
I documented a field failure at a landfill where the installation crew used standard construction staple guns to mechanically anchor the GCL to the subgrade — while this appeared to provide adequate immediate fixation, staples penetrating the GCL created localized stress concentration zones around each penetration point. More critically, iron ions from the carbon steel staple material underwent cation exchange reactions with the sodium bentonite, progressively degrading the swelling capacity in an approximately 50mm radius around each staple over a period of several seasonal wetting-drying cycles. The correct approach uses either specialized non-metallic GCL anchor pins manufactured from fiberglass-reinforced polymer, or stainless steel U-shaped staples equipped with polymer washers at the bearing surface to completely prevent metal-bentonite contact.
The bottom liner system consists of three defensive layers — Leachate Collection, Secondary Containment, and GCL Integration — which together control contaminant migration rates below 0.05 L/m²/day per EPA SW-846. A poorly designed single-layer system carries a 67% probability of groundwater exceedance within 30 years.
| Method | Application Scenario | Detection Efficiency | Minimum Detectable Aperture | Standard |
|---|---|---|---|---|
| Spark Testing | Exposed geomembrane | 500–800 m²/h | 0.5mm | ASTM D7240, D6365 |
| Bubble Testing (ASTM D5820) | Covered geomembrane | 1,000–2,000 m²/h | 1.0mm | ASTM D5820 |
| Infrared Thermography (ASTM D7320) | Rapid initial scan during installation | 2,000–5,000 m²/h | 2.0mm | ASTM D7320 |
| LDS Monitoring Well System | Long-term operational monitoring | Continuous | 0.19 L/m²/day | EPA 40 CFR Part 258 |
Per Rowe et al. (2004), in the humid southern United States, single-layer HDPE liner systems without GCL composite layers averaged 2.3 defects per hectare after 20 years of operation — while systems with a GCL protection layer below the HDPE showed defect densities below 0.4 per hectare.
U.S. EPA Subtitle D (40 CFR Part 258) mandates that all new sanitary landfill bottom liner systems employ a Composite Liner — HDPE geomembrane (minimum 1.5mm thickness) combined with either a Compacted Clay Liner (CCL, minimum 600mm thick, permeability no greater than 1×10⁻⁷ cm/s) or a GCL (permeability no greater than 5×10⁻¹⁰ cm/s).
Bentonite swells 12–16 times its original volume upon hydration (ASTM D5890), enabling GCL to achieve extremely low permeability within minimal thickness — but high-concentration salts compress the double electrical layer, reducing swelling potential by 8%–15%, necessitating an HDPE protective layer in high-salinity applications.
Among global landfill leachate collection pipe blockage incidents, winter grease solidification accounts for approximately 35% of cases — heat tracing systems (60–80 W/m) typically pay for themselves within 2–3 years, far below the average $8,000 per emergency blockage clearance.